 Сверлильно-пазовые станки предназначены для изготовления продольных пазов и сверления отверстий.
Сверлильно-пазовые станки предназначены для изготовления продольных пазов и сверления отверстий.
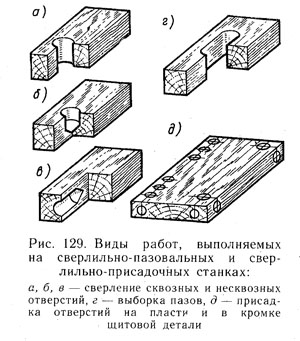
При сборке изделия в деревянных деталях часто используют отверстия и продолговатые пазы овальной формы. Для каждого вида сверления предназначены сверла с соответствующей конструкцией режущей части.
Выборка пазов осуществляется концевыми фрезами и спиральными сверлами. Они позволяют снимать стружку их боковой частью, что дает возможность с их помощью получать в заготовке не только круглые отверстия, но и протяжные овальные пазы.
 Отечественная промышленность длительное время выпускает станки вертикальные сверлильно-пазовые различных модификаций с ручной (СВП) и механизированной подачей (СВА) инструмента на деталь.
Отечественная промышленность длительное время выпускает станки вертикальные сверлильно-пазовые различных модификаций с ручной (СВП) и механизированной подачей (СВА) инструмента на деталь.
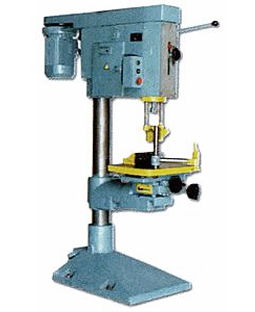
Станок СВА-3 предназначен для сверления отверстий в деревянных деталях под разными углами, для растачивания отверстий большего размера, фрезерование прямых пазов под углом = 45°, фрезерование по контуру изделий, высверливание пробок и сучков, а также сверление в мягком металле отверстий.
В чугунную станину станка вмонтирована колонна, на которой установлен суппорт с кареткой, стол и шпиндельная головка. Как правило, станок имеет один вертикально расположенный шпиндель, перемещаемый вдоль своей оси при помощи рычага. Станок позволяет высверливать отверстия диаметром 3-50 мм и глубиной до 100 мм; фрезерование пазов в продольном направлении длиной до 200 мм и до 100 мм в поперечном. Частота вращения шпинделя 2690, 4120 и 8000 об. / мин.
Подобные станки предназначены преимущественно для оснащения столярных мастерских и небольших деревообрабатывающих производств. Недостаток таких станков – ручное перемещение стола при фрезеровании паза, что помимо повышенных трудозатрат приводит к низкому качеству обработки.
Такие станки отличаются тем, что фрезировка по длине паза в них осуществляется за счет непрерывного возвратно-поступального движения шпинделя с инструментом, а рабочее движение подачи – за счет движения на него стола с закрепленной на нем заготовкой.
 В таких станках электродвигатель привода шпинделя устанавливается на поперечных направляющих и совершает безостановочное движение. Настройка положения паза по высоте регулируется за счет перемещения стола по вертикальным направляющим. При работе станка заготовка, зафиксированная на столе, перемещается в сторону фрезы, которая при своем движении послойно снимает материал.
В таких станках электродвигатель привода шпинделя устанавливается на поперечных направляющих и совершает безостановочное движение. Настройка положения паза по высоте регулируется за счет перемещения стола по вертикальным направляющим. При работе станка заготовка, зафиксированная на столе, перемещается в сторону фрезы, которая при своем движении послойно снимает материал.
Автоматические сверлильно-пазовые станки имеют большую производительность, чем станки с ручной подачей и обеспечивают более высокое качество обработки. Как правило, они применяются на деревообрабатывающих предприятиях с мелкосерийным производством продукции.
Еще большую производительность имеют станки с двумя столами. Их отличие состоит в том, что электродвигатель шпинделя в них имеет вал с выходом на обе стороны, а оба рабочих стола связаны между собой таким образом, что когда один вместе с заготовкой надвигается на режущий инструмент, то другой стол отодвигается от стола с заготовкой. Это позволяет улучшить производительность труда за счет непрерывности работы оборудования.
Производительность таких станков достаточно велика, но часто оказывается недостаточной при производстве деталей мебели, где требуется фрезерование многих пазов с разных сторон одной детали. Для этих целей разработаны многошпиндельные сверлильно-пазовые станки. Такие станки могут оснащаться автоматическими питателями и магазином для накопления обработанных деталей.
Еще более сложными являются станки, что используются при производстве стульев. Они имеют сверлильно-пазовые агрегаты, расположенные вертикально и горизонтально и могут одновременно поворачиваться и перемещаться в нескольких направлениях . Такие станки также могут быть двухсторонними с загрузочными столами с обеих сторон. Состав агрегатов таких станков обычно подбирается под конкретные задачи покупателя.
Сегодня существует широкий выбор оборудования. Выбор необходимого предприятию оборудования зависит от вида производимых изделий, принятой технологии обработки и требуемого объема производства.