Под ленточнопильным понимается станок, рабочим органом которого является пила в виде замкнутой металлической ленты, натянутой на шкивы и непрерывно обращающейся вокруг них. По расположению пилы ленточнопильные станки разделяют на горизонтальные и вертикальные. Применяют их для пиления древесины, металлов, а также для разрезания мяса, рыбы, минеральной ваты, пенобетона и многих других материалов.
С точки зрения конструкции
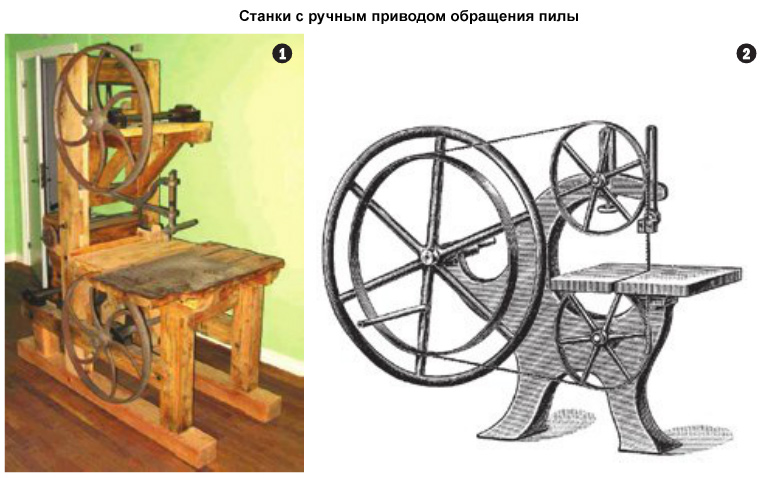
В конце XX в. ленточнопильные станки имели ручной привод и могли изготавливаться столярами для собственного использования фактически самостоятельно, с применением деревянных станин (рис. 1). Более поздние станки уже имели литую металлическую станину, однако до широкого распространения электродвигателей их привод оставался ручным (рис. 2).
К ленточнопильным столярным станкам отечественная классификация относит вертикальные с высотой пропила до 80 мм. Они предназначены для прямолинейного и криволинейного распиливания досок, щитов и листовых материалов на заготовки. Эти станки могут использоваться на лесопильных, деревообрабатывающих и мебельных предприятиях для чернового выпиливания заготовок из древесины и древесных материалов, а также для выполнения разнообразных столярных работ, не требующих особой точности.
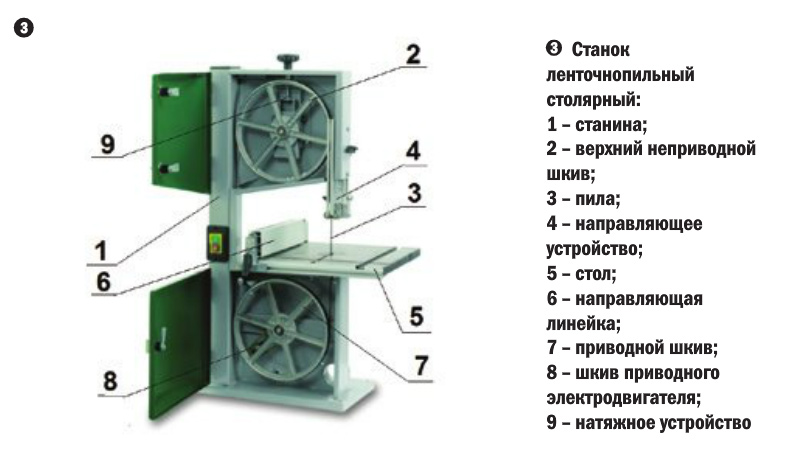
Конструкции всех современных ленточнопильных столярных станков (рис. 3) весьма схожи. Они включают в себя литую или сварную станину, в верхней части которой на консоли установлен верхний неприводной шкив; в нижней ее части - шкив, приводимый во вращение от электродвигателя через клиноременную передачу, а в средней - горизонтальный рабочий стол, который иногда выполняется наклоняющимся. Над столом и под ним закрепляется направляющее устройство для замкнутой ленточной пилы, обращающейся вокруг обоих шкивов. Ограждение пилы оставляет открытой только ее рабочую часть. Натяжение пилы осуществляется за счет направленного вверх усилия, постоянно приложенного к верхнему шкиву. Верхний шкив смонтирован на оси, закрепленной в ползуне, перемещение которого обеспечивает компенсацию изменения длины пилы при ее тепловом или механическом удлинении в процессе работы и заданную величину натяжения пильного полотна. Она регулируется винтом с помощью маховичка и поддерживается пружиной или противовесом. В правильно настроенном станке сила натяжения должна быть единственной силой, удерживающей пилу на шкивах. Вблизи верхнего шкива помещается устройство для улавливания пильной ленты при ее аварийном разрыве.
Для быстрой остановки вращения нижнего шкива станки оснащаются тормозным устройством. На рабочем столе устанавливается регулируемая продольная направляющая линейка, необходимая для получения деталей требуемой ширины. В зависимости от расположения стойки станины по отношению к направлению подачи заготовок исполнение станка может быть правым или левым.
Иногда для предотвращения сбега пилы верхний шкив ленточнопильных станков оборудуют регулировочным устройством, позволяющим наклонять его в обе стороны от вертикали путем поворота вокруг горизонтальной оси с помощью винтов с маховичками. Однако это обычно свидетельствует о том, что изготовитель не уверен в качестве изготовления станины, которое должно всегда обеспечивать не изменяющееся во времени расположение шкивов строго в одной плоскости. Каждый из шкивов столярных ленточнопильных станков имеет обод с плоской поверхностью, обычно покрытой мягким резиновым или кожаным бандажом. Он служит для увеличения сцепления между шкивом и пилой во время ее движения и предотвращает потерю развода зубьями разведенных пил, обращенных к шкиву, которая может происходить за счет воздействия усилия натяжения. Очистку рабочих поверхностей обоих шкивов от попадающих между ними и пилой стружки и частиц смолы обеспечивают специальные встроенные щетки.
Направляющее устройство служит для предотвращения соскальзывания пилы со шкивов и отклонения ее рабочей части в стороны и назад, а также для гашения вибраций пилы. Устройство состоит из двух блоков, включающих боковые и задние вращающиеся неприводные стальные ролики, а иногда - башмаки с покрытием из антифрикционного материала.
Верхние и нижние блоки роликового направляющего устройства обычно состоят из двух боковых и одного заднего упорного ролика. Они установлены на шариковых подшипниках и свободно вращаются от соприкосновения с пилой, оказывая незначительное сопротивление ее движению. Задние упорные ролики предохраняют от аварийного сбега пилы со шкивов.
Устройства с направляющими скольжения выполнялись в виде башмаков, изготовленных из древесно-слоистого пластика или из термореактивных пластмасс. Верхнее направляющее устройство закрепляется на вертикальной штанге и переставляется по высоте в зависимости от толщины распиливаемого материала. Его положение регулируется таким образом, чтобы открывать ленточную пилу только на толщину обрабатываемого материала и исключить риск попадания рук станочника под ограждение.
При нормальной настройке станка пильная лента во время работы станка на холостом ходу не должна касаться упорных роликов или башмаков.
Рабочий стол столярных ленточнопильных станков может быть литым или сварным. Его поверхность должна иметь твердое гальваническое покрытие, уменьшающее абразивный износ. В столе предусматривается прорезь для прохождения пилы и пазы для крепления направляющей линейки. У некоторых станков имеется дополнительный паз для перемещения поперечного упора, позволяющего производить резы под различными углами к плоскости пилы. Для распиловки материала под углом к горизонтали стол может наклоняться на угол до 45 °C помощью винтового устройства.
Нижний приводной шкив закрепляется на валу, вращающемся в подшипниках, и обычно имеет небольшую осевую регулировку. Вращение шкиву передается через клиноременную передачу от электродвигателя, установленного на качающейся плите. Частота вращения приводного шкива станка зависит от его диаметра и соответствует окружной скорости его обода, которая, в свою очередь, определяется необходимой скоростью резания (40-50 м/с). Регулирование этой скорости в станках ленточнопильных столярных не предусматривается.
Станок обязательно оборудуется ловителем пильного полотна, который играет важную роль при его обрыве. В механических ловителях в контакте с пильным полотном находится ролик. При его разрыве ролик смещается, под действием пружины зуб храповика срывается с курка, и тормозные колодки зажимают полотно. Кроме того, на станках предусматриваются устройства для обдувания обрабатываемого материала сверху и отсоса пыли и стружки в виде эксгаустерных приемников, подсоединяемых к местной или общецеховой системе удаления отходов. Такие приемники располагаются под столом станка и охватывают нижнюю часть рабочей ветви пилы вместе с нижним шкивом.
Станки ленточнопильные должны иметь ограждения привода, шкивов и ленточной пилы, открывающие только ее рабочий участок, - режущую часть ленточной пилы над рабочим столом снабжают ограждением с фиксатором или автоматическим ограждением с направляющим устройством, расположенным перед ограждением. Все эти ограждения, устройства для направления движения ленточной пилы, тормозное устройство и ловитель пильной ленты должны быть снабжены блокировочными устройствами, исключающими возможность пуска станка при их неисправности и его остановку при открытии ограждений.
При массовой обработке прямолинейных деталей их подача может быть механизирована при помощи специального съемного подающего механизма (автоподатчика). Он представляет собой поворотный кронштейн, на котором смонтированы рифленые вертикальные приводные подающие ролики. Кронштейн может поворачиваться относительно вертикальной стойки, закрепляемой в пазах рабочего стола станка посредством маховика. При его повороте ролики прижимают обрабатываемую заготовку к вертикальной базирующей линейке со свободно вращающимися роликами и осуществляют ее продольную подачу. При выполнении фигурных резов приспособления для автоподачи снимаются. Известны также станки, позволяющие механизировать раскрой материала на криволинейные заготовки.
Для установки ленточной пилы в станок опускают верхний шкив и открывают ограждения. Ленточную пилу надевают сначала на верхний шкив, а затем на нижний так, чтобы зубья не выступали за края обода шкивов. Если зубья касаются бандажа шкивов, их первоначальный развод будет нарушен и пила при распиловке станет отклоняться в сторону. Правильное движение ленточной пилы достигается также при повороте верхнего шкива и регулировке положения его оси маховичком механизма его наклона.
Нижний шкив перемещают в осевом направлении регулировочными винтами, добиваясь того, чтобы оба шкива находились в одной вертикальной плоскости. Натягивают пилу, поднимая верхний шкив. При подъеме нужно следить за тем, чтобы указатель пружинного натяжного устройства находился посередине шкалы. Чрезмерно сильное натяжение пилы вызывает быстрый износ станка и разрыв пилы, а слабое - соскальзывание пилы со шкивов в процессе резания. При длительном перерыве в работе пильное полотно следует разгружать для устранения напряжений, возникающих в нем в результате растяжения.
Резание осуществляется натянутой ветвью пилы, зубья которой движутся вниз, на участке между роликами направляющего устройства и рабочим столом. Подача распиливаемого материала обычно выполняется вручную.
Перед началом пиления новую или старую, восстановленную пилу необходимо обкатать в течение примерно получаса на холостом ходу. Делается это для того, чтобы она приработалась к пильным шкивам. Во время обкатки необходимо проверять, не происходит ли местный нагрев ленты.
В процессе пиления пильная лента подвержена быстрым и резким колебаниям нагрузки, и натяжные механизмы станка должны быть способны мгновенно реагировать на внезапное изменение нагрузки. Необходимо также следить за тем, чтобы все направляющие механизмы пильной ленты работали по возможности без трения - излишний нагрев может привести к обрыву ленты. Мгновенное локальное образование тепла способно достигнуть такой величины, что поверхностный слой ленты закалится, вследствие чего станет более твердым и хрупким, подверженным образованию множественных мелких трещин, возникновение которых приводит к быстрому разрушению ленты.
Загрязнение ленточной пилы или шкива может вызвать сход и обрыв ленточной пилы, поэтому рабочая поверхность пильных шкивов должна всегда оставаться чистой. Грубые отложения на них удаляются с помощью специального скребка. Чтобы удалить смолу или подобные ей отложения, используются также средства, указанные в руководстве по эксплуатации станка. При обрыве ленты в случае неисправности ловителя и ограждения она может пролететь по цеху на расстояние двух десятков метров и нанести при этом серьезные увечья персоналу. Поэтому стоять в плоскости шкивов недопустимо.
Все агрегаты любого ленточнопильного станка должны подвергаться периодической смазке в соответствии с требованиями инструкции по эксплуатации оборудования. Кроме того, необходимо систематически проводить проверку температуры подшипников.

При прямолинейной распиловке обработка заготовок ведется по направляющей линейке или с помощью передвижного поперечного упора, а при криволинейной - по разметке или с помощью специальных приспособлений для закрепления и подачи детали. На небольших предприятиях и в мастерских могут применяться малые, в т.ч. настольные ленточнопильные станки (рис. 4а). Эти станки могут устанавливаться на тележку, что позволяет продвигать их вокруг деталей большого размера по полу помещения и выпиливать по разметке заготовку нужной формы.
Причем конструкция малых станков подразумевает использование тонких пильных полотен шириной 10-12 мм, что позволяет выполнять узкие пропилы с меньшими радиусами закругления. Большая гибкость таких полотен позволяет отказаться от использования массивных шкивов и создать более простой станок, в котором пильная лента обращается по криволинейной направляющей (рис. 46).
Размещение малого ленточнопильного станка на двуплечем рычаге позволяет по копиру выпиливать черновые заготовки из предварительно раскроенных плитных материалов, пачкой уложенных на вспомогательный стол (рис. 4в).
Станки ленточнопильные столярные чаще всего используются сегодня для выполнения криволинейных пропилов при раскрое массива и плитных материалов (ДСП, ДВП всех видов). И несмотря на широкое использование для этой цели автоматизированных обрабатывающих центров, они не потеряли своего значения и из-за невысокой цены продолжают пользоваться спросом среди деревообработчиков и изготовителей мебели. Поэтому их до сих пор производят многочисленные фирмы по всему миру.
DEREWO.RU — Дмитрий Герасимов
