Стрічкопильними називаються верстати, в яких робочим органом є пилка у вигляді замкнутої металевої стрічки, що натягнута на шківи і безперервно обертається навколо них. В залежності від положення пилки верстати поділяють на горизонтальні і вертикальні. Їх застосовують для розпилювання деревини, металів, а також для розрізання м'яса, риби, мінеральної вати, пінобетону і багатьох інших матеріалів.
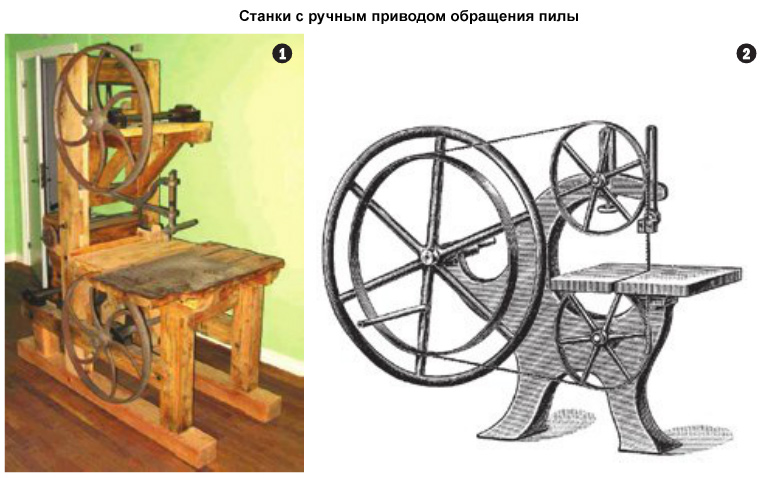
Наприкінці XX в. стрічкопильні верстати мали ручний привід та дерев'яну станину (рис. 1). Пізніше верстати вже мали литу металеву станину, проте до широкого застосування електродвигунів їх привід залишався ручним (рис. 2).
До стрічкопильних вітчизняна класифікація відносить вертикальні верстати з висотою пропилу до 80 мм. Вони призначені для прямолінійного і криволінійного розпилювання дощок, щитів і листових матеріалів на заготовки. Ці верстати можуть використовуватися на лісопильних, деревообробних і меблевих підприємствах для чорнового випилювання заготовок з деревини і деревних матеріалів, а також для виконання різноманітних столярних робіт, що не вимагають особливої точності.
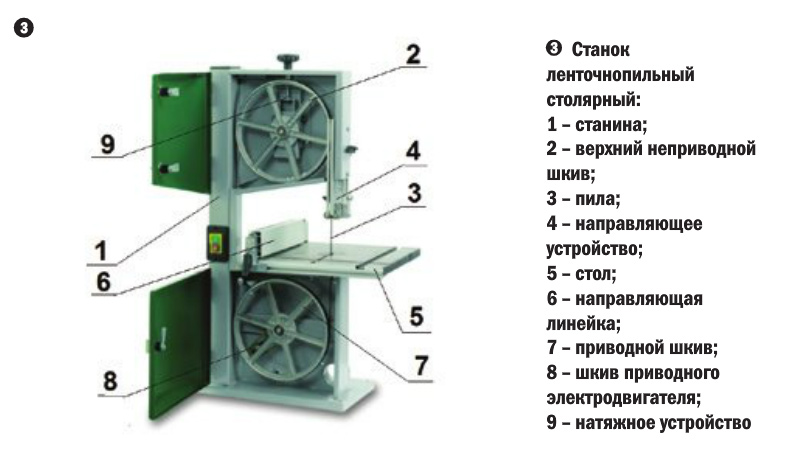
Конструкція всіх сучасних стрічкопильних столярних верстатів (рис. 3) досить схожа. Вона включає в себе литу або зварену станину, у верхній частині якої на консолі встановлено верхній шків без приводу; в нижній її частині - шків, що приводиться в обертання від електродвигуна через клиноподібну передачу, а в середній - горизонтальний робочий стіл, який може нахилятися. Над столом і під ним закріплюється направляючий пристрій для стрічкової пили, що обертається навколо обох шківів. Натяг пили здійснюється за рахунок спрямованого вгору зусилля, постійно прикладеного до верхнього шківа. Переміщення верхнього шківа забезпечує компенсацію зміни довжини пилки при її тепловому або механічному розширенні в процесі роботи. Сила натягу регулюється гвинтом за допомогою маховичка і підтримується пружиною або противагою. У правильно налаштованому верстаті вона повинна бути єдиною силою, що утримує пилу на шківах. Поблизу верхнього шківа поміщається пристрій для вловлювання пильної стрічки при її аварійному розриві.
Для швидкої зупинки нижнього шківа верстати оснащуються гальмівним пристроєм. На робочому столі встановлюється поздовжня напрямна лінійка, необхідна для отримання деталей необхідної ширини. Залежно від розташування стійки станини стосовно напрямку подачі заготовок виконання верстата може бути правим або лівим.
Іноді для запобігання зіскакуванню пильного полотна верхній шків стрічкопильних верстатів обладнають регулювальним пристроєм, що дозволяє нахиляти його в обидві сторони від вертикалі шляхом повороту навколо горизонтальної осі за допомогою гвинтів з маховичками. Однак це зазвичай свідчить про те, що виробник не впевнений в якості виготовлення станини, яка повинна завжди забезпечувати фіксоване положення шківів строго в одній площині. Кожен із шківів столярних стрічкопильних верстатів має обід з плоскою поверхнею, що зазвичай покритий м'яким гумовим або шкіряним бандажем. Він служить для збільшення зчеплення між шківом і пилкою під час її руху і запобігає зменшенню розводу зубів пили, що може відбуватися за рахунок дії сили натягу.
Направляючий пристрій служить для запобігання зіскакування пилки зі шківів, а також для гасіння вібрацій пилки. Пристрій складається з двох блоків, що включають бічні і задні обертальні неприводні сталеві ролики, а іноді – черевики з антифрикційним покриттям.
Верхні і нижні блоки роликового направляючого пристрою зазвичай складаються з двох бічних і одного заднього упорного ролика. Вони встановлені на кулькових підшипниках і вільно обертаються разом з пилкою, надаючи незначний опір її руху. Задні упорні ролики оберігають від аварійного зіскакування пилки зі шківів.
Пристрій з направляючими ковзання виготовлявся у вигляді черевиків, виготовлених з деревинно-шаруватого пластику або з термореактивних пластмас. Верхній направляючий пристрій закріплюється на вертикальній штанзі і переставляється по висоті залежно від товщини матеріалу, що розпилюється. Його положення регулюється таким чином, щоб відкривати ріжуче полотно тільки на товщину оброблюваного матеріалу і виключити ризик травмування верстатника.
При нормальному налаштуванні верстата пильна стрічка під час роботи верстата на холостому ходу не повинна торкатися упорних роликів або черевиків.
Робочий стіл столярних стрічкопильних верстатів може бути литим або зварним. Його поверхня повинна мати тверде гальванічне покриття, що зменшує абразивне зношування. У столі передбачається проріз для проходження пилки і пази для кріплення напрямної лінійки. У деяких верстатів є додатковий паз для переміщення поперечного упора, що дозволяє здійснювати розрізи під різними кутами до площини пилки. Для розпилювання матеріалу під кутом до горизонталі стіл може нахилятися з допомогою гвинтового пристрою на кут до 45°.
Нижній приводний шків закріплюється на валу, що обертається на підшипниках і зазвичай має невелике осьове регулювання. Обертання шківа здійснюється через клиноподібну передачу від електродвигуна, встановленого плиті, що хитається. Частота обертання приводного шківа верстата залежить від його діаметра, що в свою чергу визначається необхідною швидкістю різання (40-50 м/с). Регулювання цієї швидкості у стрічкопильних столярних верстатах не передбачено.
Верстат обов'язково обладнується вловлювачем пильного полотна. У механічних вловлювачів в контакті з направляючою шиною знаходиться ролик. При його розриві ролик зміщується, під дією пружини зуб храповика зривається з курка і гальмівні колодки затискають полотно. Крім того, на верстатах встановлюються приймачі для обдування оброблюваного матеріалу зверху і всмоктування пилу та стружки, що приєднуються до локальної або загальноцехової системи видалення відходів. Такі приймачі розташовуються під столом верстата і охоплюють нижню частину робочої пилки разом з нижнім шківом.
Стрічкопильні верстати повинні мати захисні кожухи, що відкривають тільки робочу ділянку стрічкової пилки. Всі агрегати повинні бути забезпечені блокувальними пристроями, що виключають можливість пуску верстата при їх несправності.
При масовій обробці прямолінійних деталей їх подача може бути механізована за допомогою спеціального подавального механізму (автоподатчика). Він являє собою поворотний кронштейн, на якому змонтовані вертикальні приводні подаючі ролики. Кронштейн може повертатися відносно вертикальної стійки, що закріплюється в пазах робочого столу верстата за допомогою маховика. При його повороті ролики притискують оброблювану заготовку до вертикальної лінійки з вільно обертовими роликами і здійснюють її подовжню подачу. При виконанні фігурних розпилів цей пристрій знімається. Відомі також верстати, що дозволяють механізувати розкрій матеріалу на криволінійні заготовки.
Для встановлення стрічкової пилки опускають верхній шків і піднімають захисні кожухи. Стрічкову пилку надягають спочатку на верхній шків, а потім на нижній так, щоб зубці не виступали за краї обода. Якщо зуби торкаються бандажа шківів, то їхнє розведення буде порушене і пила при розпилюванні стане відхилятися в сторону. Правильний рух стрічкової пили досягається за рахунок повороту верхнього шківа і регулювання його нахилу.
Нижній шків переміщують в осьовому напрямку регулювальними гвинтами для того, щоб обидва шківа перебували в одній вертикальній площині. Натягують пилку, піднімаючи верхній шків. При підйомі потрібно стежити за тим, щоб покажчик пружинного натягача знаходився посередині шкали. Надмірно сильний натяг пилки викликає швидкий знос верстата і розрив пили, а слабке - вискакування пили із шківів в процесі різання. При тривалій перерві в роботі пильне полотно слід розвантажувати для усунення напруг, що виникають в ньому в результаті розтягування.
Перед початком пиляння нову або відновлену пилу необхідно обкатати протягом приблизно півгодини на холостому ходу. Робиться це для того, щоб вона краще закріпилась на пиляльних шківах. Під час обкатки необхідно перевіряти, чи не відбувається нагрів стрічки.
У процесі пиляння стрічка схильна до швидких і різких коливань навантаження, тому натяжні механізми верстата повинні миттєво реагувати на раптову зміну навантаження. Необхідно також стежити за тим, щоб всі напрямні механізми пильної стрічки працювали по можливості без тертя - зайве тертя може привести до обриву стрічки. Миттєве локальне утворення тепла здатне досягти такої величини, що поверхневий шар стрічки загартується, внаслідок чого стане більш твердим і крихким, схильним до утворення множинних дрібних тріщин, виникнення яких приводить до швидкого псування стрічки.
Забруднення стрічкової пилки або шківа може викликати вискакування та обрив пилки, тому робоча поверхня пильних шківів повинна завжди залишатися чистою. Грубі відкладення на них видаляються за допомогою спеціального скребка. Щоб видалити смолу або подібні їй відкладення, використовуються засоби, що зазначені в керівництві з експлуатації верстата. При обриві стрічки в разі несправності чи відсутності захисних пристроїв вона може пролетіти по цеху на відстань двох десятків метрів і нанести при цьому серйозні каліцтва персоналу. Тому стояти в площині шківів неприпустимо.
Всі агрегати будь-якого стрічкопильного верстата підлягають періодичному змащуванню відповідно до вимог інструкції з експлуатації обладнання. Крім того, необхідно систематично проводити перевірку температури підшипників.

При прямолінійному розпилюванні обробка заготовок ведеться по направляючій лінійці або за допомогою пересувного поперечного упора, а при криволінійному - по розмітці або за допомогою спеціальних пристосувань для закріплення і подачі деталі. На невеликих підприємствах і в майстернях можуть застосовуватися малі, в т.ч. настільні стрічкопильні верстати (рис. 4а). Ці верстати можуть встановлюватися на візок, що дозволяє рухати верстат навколо деталей великого розміру по підлозі приміщення і випилювати по розмітці заготовку потрібної форми.
Конструкція малих верстатів передбачає використання тонких пильних полотен шириною 10-12 мм, що дозволяє виконувати вузькі пропили з меншими радіусами заокруглення. Більша гнучкість таких полотен дозволяє відмовитися від використання масивних шківів і створити більш простий верстат, в якому пиляльна стрічка обертається по криволінійній направляючій (рис. 46).
Розміщення малого стрічкопильного верстата на двухплечий важіль дає змогу випилювати по копіру чорнові заготовки з попередньо розкроєних плитних матеріалів, пачкою покладених на допоміжний стіл (рис. 4в).
Стрічкопильні столярні верстати найчастіше використовуються сьогодні для виконання криволінійних пропилів при розкроюванні масиву та плитних матеріалів (ДСП, ДВП всіх видів). Завдяки невисокій ціні вони не втратили свого значення і продовжують користуватися попитом серед деревообробників та виробників меблів. Тому їх досі виробляють численні фірми по всьому світу.
DEREWO.RU — Дмитро Герасімов
