
Казалось бы, не так давно обрабатывающий центр, стоящий на предприятии партнера или конкурента, вызывал у изготовителя мебели желание приобрести такой же. Сегодня обрабатывающим центром удивить кого-либо трудно: он есть практически у каждого. И многие на опыте успели понять, что, руководствуясь некогда соображениями престижа или пытаясь найти станок подешевле, совершили ошибку - производительность и технологические характеристики их центра оказались явно недостаточными для обеспечения потребностей производства.
В наши дни, когда ситуация изменилась, мечтой многих является дорогой обрабатывающий центр с агрегатом для облицовывания кромок или центр с пятью одновременно управляемыми координатами. При этом далеко не все досконально анализируют, какие функции будут на него возложены и какое место займет он в технологическом потоке. Проблема усугубляется еще и тем, что выбор обрабатывающих центров стал очень широким - за малым исключением сегодня на российском рынке представлены все мировые производители. Однако даже продавцы этого оборудования в ряде случаев не могут внятно объяснить его технологические возможности и особенности - то ли по незнанию, то ли из боязни завысить цену различными доп. опциями и тем самым отпугнуть покупателя. Не помогают в выборе обрабатывающего центра и многочисленные полупопулярные и рекламные статьи, публикуемые в отраслевых журналах и призванные хоть как-то прояснить проблемы. При этом нет ни одного учебника, из которого студент вуза или инженер на производстве могли получить хотя бы информацию о том, что и для чего используется сегодня в мебельном производстве.
Обрабатывающий центр – многооперационный станок-автомат, обеспечивающий последовательное выполнение разнообразных технологических операций механической обработки заготовки (фрезерования, пиления, сверления по пласти и кромке, облицовывания и обработки кромок и т. п.) за одну ее установку, по заранее заданной программе, без промежуточных перенастроек и ручной замены обрабатывающих инструментов. В этом смысле бытующее среди непрофессионалов наименование станка или линии для раскроя плит на заготовки «пильный центр» неверно, так как они выполняют, по сути, лишь один вид технологических операций – пиление.
 Строгой классификации обрабатывающих центров (ОЦ), разделяющей их по построению и позволяющей лучше понять их технологические возможности, не существует. По технологическому назначению ОЦ могут быть разделены на предназначенные для обработки щитовых и брусковых деталей. Причем и те и другие могут условно разделяться на одно- и многошпиндельные. При этом одношпиндельные, как правило, довольно легко могут превращаться в многошпиндельные путем их дооснащения дополнительными обрабатывающими агрегатами.
Строгой классификации обрабатывающих центров (ОЦ), разделяющей их по построению и позволяющей лучше понять их технологические возможности, не существует. По технологическому назначению ОЦ могут быть разделены на предназначенные для обработки щитовых и брусковых деталей. Причем и те и другие могут условно разделяться на одно- и многошпиндельные. При этом одношпиндельные, как правило, довольно легко могут превращаться в многошпиндельные путем их дооснащения дополнительными обрабатывающими агрегатами.
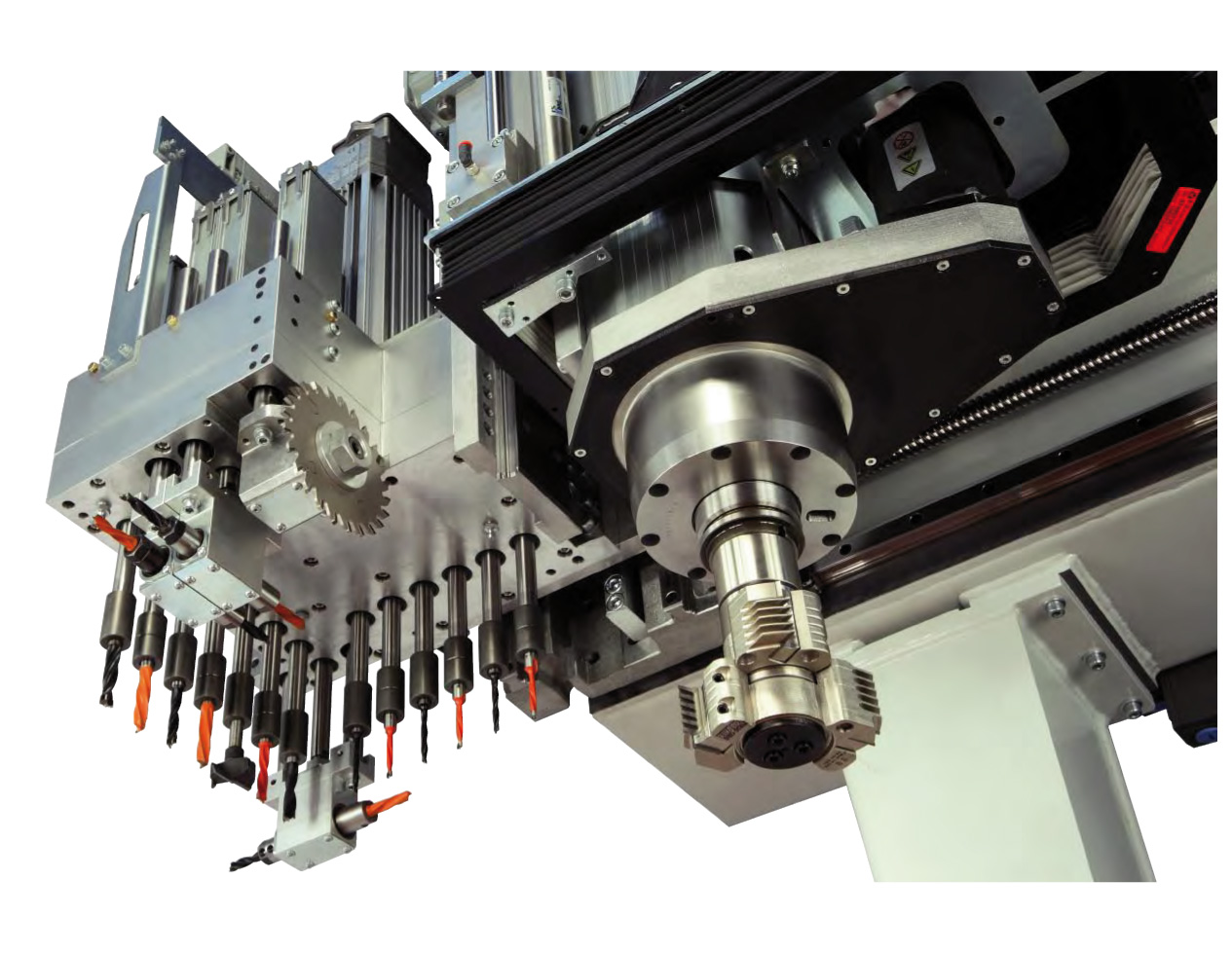
Многошпиндельные могут быть оснащены несколькими одинаковыми обрабатывающими агрегатами, работающими параллельно (одновременно) или включаемыми в работу по отдельности, в зависимости от заданной программы обработки детали, а также агрегатами различного технологического назначения (фрезерными, пильными, сверлильными), рабочее положение и включение которых в работу определяется программой обработки. При этом ОЦ соответственно отличаются количеством и конструкцией магазинов для замены инструмента. Они могут быть неподвижными и располагаться на станине станка, подвижными – перемещаемыми вместе с суппортом или подвижными, расположенными на станине, положение которых задается программой обработки.
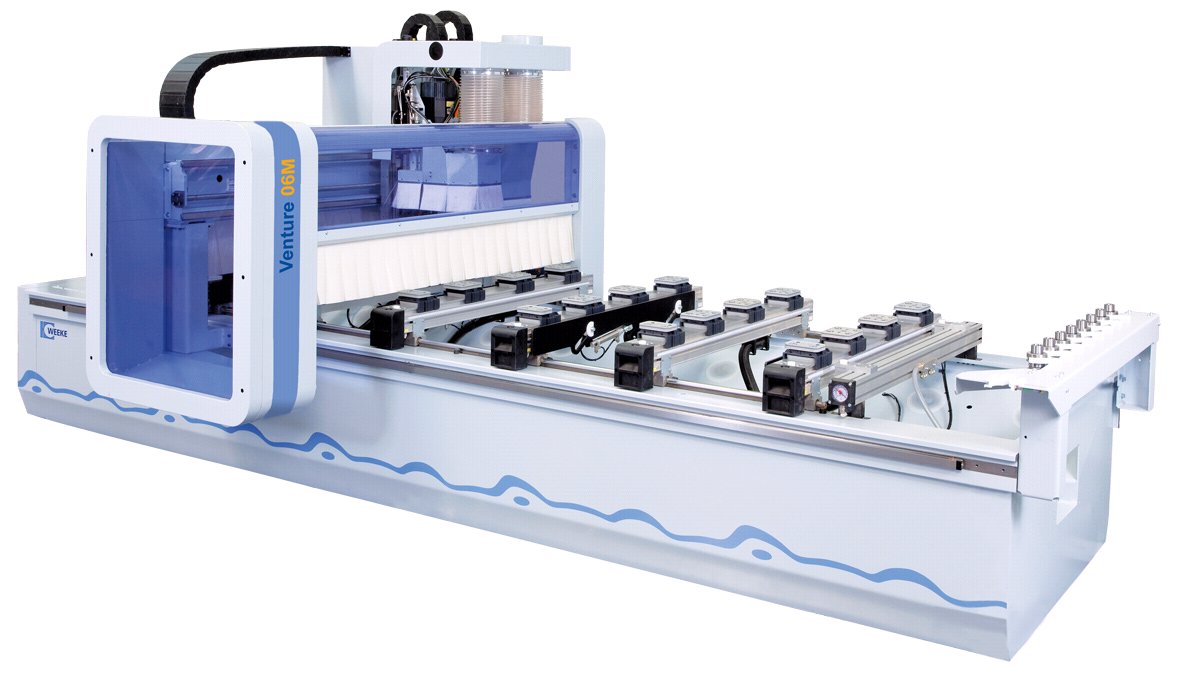
ОЦ для обработки щитовых деталей различаются и по расположению стола для закрепления заготовок - с горизонтальным и вертикальным столом. Центры с горизонтальным расположением столов различаются их количеством: с одним, двумя, тремя и более трех. Причем в существующих ОЦ обработка детали, закрепленной на столе, может производиться за счет перемещения стола, совместного перемещения стола и суппорта или за счет их совместного движения. Закрепление щитовой заготовки на станке во время ее обработки может производиться вакуум-присосками, перемещаемыми вместе с поперечными балками стола, или свободно устанавливаться на сплошном перфорированном столе. Их рабочее положение может указываться линейками, лазером, светодиодами, включаемыми в зависимости от программы обработки, или они могут сами автоматически перемещаться в рабочее положение по заданной программе.
Важнейшей характеристикой ОЦ является число координат перемещения обрабатывающего инструмента, одновременно управляемых системой ЧПУ. ОЦ с двумя одновременно управляемыми координатами (X и У) позволяет выполнять фрезерование любого рисунка с постоянной глубиной концевой фрезой, заранее настраиваемой по высоте вручную. Центр с тремя одновременно управляемыми координатами (X, У и 2) позволяет проводить фрезерование на плоскости рисунка с любой переменной глубиной, произвольно изменяемой в пределах технической характеристики станка. С помощью четырехкоординатного центра (перемещения по осям X, У, 2 и С - поворот вокруг оси 2) можно выполнить фрезерование любой кривой на поверхности цилиндра. ОЦ с пятью одновременно управляемыми координатами (перемещения по осям X, У, 2 и повороты В и С соответственно вокруг осей У и 2) обеспечивает фрезерование кривых любой формы с любой глубиной на поверхности сферы - производство объемных деталей любых скульптурных форм.
Существуют и другие особенности обрабатывающих центров, на первый взгляд как бы незаметные, но и при внешнем сходстве станков существенно влияющие на их технологические возможности и цену. Как же сделать правильный выбор, чтобы уже изначально не переплачивать за ненужные возможности, которые будут оставаться невостребованными, или, наоборот, не менять в скором времени станок только из-за того, что он не способен выполнить все требования производства?
Попробуем рассмотреть проблемы выбора ОЦ на примере наиболее распространенных, предназначенных для обработки щитовых деталей. В первую очередь следует определить назначение центра, его место в технологическом процессе и требуемую производительность.
ОЦ могут использоваться как основной вид оборудования, на крупных предприятиях, по заказу потребителя серийно выпускаемых изделий, лишь незначительно отличающихся формой и размером, что делает невыгодным использование проходного оборудования, требующего значительного времени на его перенастройку; могут применяться как станки, серийно выполняющие, например, фрезерование фасадных дверец мебели под последующую отделку или облицовывание в вакуумных прессах, как оборудование для обработки единичных деталей - на малых производствах, выполнять только операции сверления отверстий и т.д.
Соответственно назначению принимается и решение о выборе типа ОЦ. Так, для крупного предприятия с большими объемами выпуска изделий более целесообразно рассмотреть вопрос о приобретении ОЦ портального типа с двумя или даже большим количеством столов для закрепления деталей, поскольку при этом существенно снижаются (исключаются) потери времени на установку и съем заготовок. ОЦ с одним вертикальным шпинделем при фрезеровании рельефных деталей просто не сможет обеспечить безостановочную работу вакуумного пресса, для которого требуется постоянная работа центра, имеющего не менее трех обрабатывающих агрегатов. Необходимая производительность легко просчитывается, и обычно оказывается, что разница в цене одношпиндельного и многошпиндельного центров окупается чуть ли не за три месяца. Причем в ряде производств может потребоваться и центр с пятью фрезерными агрегатами и с тремя столами, расположенными в виде призмы с горизонтальной осью вращения.

Если предполагается, что обрабатывающий центр станет основой всего предприятия, например мини-фабрики, то он должен быть оснащен так, чтобы обеспечивать выполнение максимального количества операций, а его простои были минимальны. Это означает, что такой центр должен иметь дополнительные сверлильные головки с отдельно вызываемыми шпинделями и магазин, рассчитанный на максимально возможное число инструментов. Если предприятие производит изделия, имеющие большое количество деталей непрямоугольной формы, например компьютерные столы или детскую мебель, и ясно, что их производство будет осуществляться с использованием ОЦ, то он должен быть оснащен суппортом и агрегатами для облицовывания и последующей обработки кромок.
Однозначных рецептов, дающих ответ на вопрос об изначальном выборе типа обрабатывающего центра, которые могли бы быть изложены в руководстве по его эксплуатации, просто нет. Но ошибка, совершенная на этом этапе, часто сопровождается потерей значительных средств.
Другой параметр, напрямую влияющий на цену обрабатывающих центров, – размеры стола. Продавцы оборудования, боясь испугать покупателя повышением цены, как правило, предлагают станок с наименьшей для данной модели станка длиной стола, хотя ее увеличение - вопрос дополнительного заказа, цена которого - около 5 тыс. евро за метр длины. Покупатель должен оценить, детали какой длины он будет обрабатывать на своем центре. Если он хочет, чтобы станок работал непрерывно, без остановок на замену деталей на позиции обработки, а в так называемом маятниковом режиме, когда на одной половине стола детали обрабатываются, а на другой - заменяются, то при длине деталей, скажем, 1800 мм длина стола должна быть не менее 5 м. Дело в том, что для прохода суппорта между ними должно оставаться место около 600 мм или более, а длины столов имеют стандартизованный ряд – 3, 4, 5, 6 м и т.д. С размером стола по ширине дело обстоит сложнее - он определяется максимальным ходом суппорта по оси У, определяемым конструкцией данной модели центра. Обычно для моделей среднего ценового уровня он составляет 800, 900, реже 1200 мм. Чем больше ширина стола, тем лучше. Но при этом желательно доплатить и оснастить каждую половину стола центра так называемой второй нулевой точкой и вторым рядом упоров. Это позволит при обработке на одной позиции устанавливать (базировать) не одну, а две заготовки, что повышает производительность, особенно при сверлении.
Часто спрашивают, какой стол лучше - в виде отдельных поперечных балок или так называемый растровый, в виде сплошной поверхности с отверстиями, подсоединенными к вакуум-насосу? Если центр обрабатывает в подавляющем количестве детали сложной непрямоугольной формы, для установки присосок, под которые требуется их специальное расположение, всегда лучше растровый стол. Но стол в виде отдельных балок позволяет лучше удалять отходы. В особенности если станина центра оснащена для этого специальным ленточным транспортером.
Такой стол к тому же может иметь автоматическое управление положением балок и отдельных присосок, которое изменяется при задании программы обработки конкретной детали в зависимости от ее конфигурации и размеров. Ведь для того, чтобы режущий инструмент не натыкался на присоски, необходимо их правильно расположить перед закреплением заготовки. Но оператор, постоянно перемещающийся от монитора к столу, чтобы прочитать, а потом еще раз проконтролировать размеры для размещения каждой присоски, теряет время. Сократить эти потери позволяет лазер, устанавливаемый над станком и очерчивающий контур обработанной заготовки. Цена такого лазера – не менее 10 тыс. евро, но затраты окупаются быстро.
Существует и более дешевое решение - лазерный указатель положения присосок, устанавливаемый на суппорте; однако он работает, только когда тот стоит, и такой лазер не дает существенной экономии времени при смене положения присосок. Хорошее решение – светодиоды, указывающие положение балок с присосками и присосок на них в зависимости от размеров и конфигурации детали. Но оно предлагается не всеми изготовителями.
В любом случае при приобретении обрабатывающего центра следует задуматься о том, как сократить вероятность отказов из-за контакта инструмента с присосками и снизить время на перестановку присосок. Об этих и других нюансах, влияющих на выбор того или иного оборудования, мы продолжим беседу в следующем номере.
Сергей Пятаков - DEREWO.RU (4/2014)
