
Здавалося б, не так давно обробний центр встановлений на підприємстві партнера або конкурента, викликав у виробника меблів заздрість та бажання придбати такий же. Сьогодні таким устаткуванням здивувати кого-небудь важко: він є практично у кожного. І багато хто на власному досвіді встиг переконатись, що керуючись колись міркуваннями престижу або намагаючись знайти верстат подешевше, зробили помилку – продуктивність і технологічні характеристики їхнього центру виявилися явно недостатніми для забезпечення потреб виробництва.
У наші дні, коли ситуація змінилась, мрією багатьох є дорогий обробний центр з агрегатом для облицювання кромок або центр з п'ятьма одночасно керованими координатами. При цьому далеко не всі ретельно аналізують, які функції будуть на нього покладені і яке місце займе він в технологічному потоці. Проблема ускладнюється ще й тим, що вибір обробних центрів став дуже широким – за малим винятком сьогодні на ринку представлені всі світові виробники.
Однак навіть продавці цього обладнання в ряді випадків не можуть виразно пояснити його технологічні можливості та особливості – чи то через незнання, чи то з остраху завищити ціну різними додатковими опціями і тим самим відлякати покупця. Не допомагають у виборі обробного центру і численні рекламні статті, що публікуються в галузевих журналах і покликані хоч якось прояснити проблеми. При цьому немає жодного підручника, з якого студент вузу або інженер на виробництві могли отримати хоча б інформацію про те, що і для чого використовується сьогодні в меблевому виробництві.
Обробний центр – багатоопераційний верстат-автомат, що забезпечує послідовне виконання різноманітних технологічних операцій механічної обробки заготовки (фрезерування, пиляння, свердління по пласті і крайці, облицювання й обробки кромок і т. п.) під час її однієї установки, за заздалегідь заданою програмою, без проміжних переналаштувань та ручної заміни обробних інструментів. У цьому сенсі вживана серед непрофесіоналів назва верстата або лінії для розкрою плит на заготовки «пильний центр» є невірною, оскільки устаткування виконує по суті лише один вид технологічних операцій – пиляння.
 Чіткої класифікації обробних центрів (ОЦ), яка б розділяла верстати в залежності від конструкції та дозволяла б краще зрозуміти їх технологічні можливості, не існує. За технологічним призначенням ОЦ можуть бути розділені на призначені для обробки щитових і брусків деталей. Причому і ті й інші можуть умовно поділятися на одно-і багатошпиндельні. При цьому одношпиндельні, як правило, досить легко можуть перетворюватися в багатошпиндельні шляхом їх дооснащення додатковими обробними агрегатами.
Чіткої класифікації обробних центрів (ОЦ), яка б розділяла верстати в залежності від конструкції та дозволяла б краще зрозуміти їх технологічні можливості, не існує. За технологічним призначенням ОЦ можуть бути розділені на призначені для обробки щитових і брусків деталей. Причому і ті й інші можуть умовно поділятися на одно-і багатошпиндельні. При цьому одношпиндельні, як правило, досить легко можуть перетворюватися в багатошпиндельні шляхом їх дооснащення додатковими обробними агрегатами.
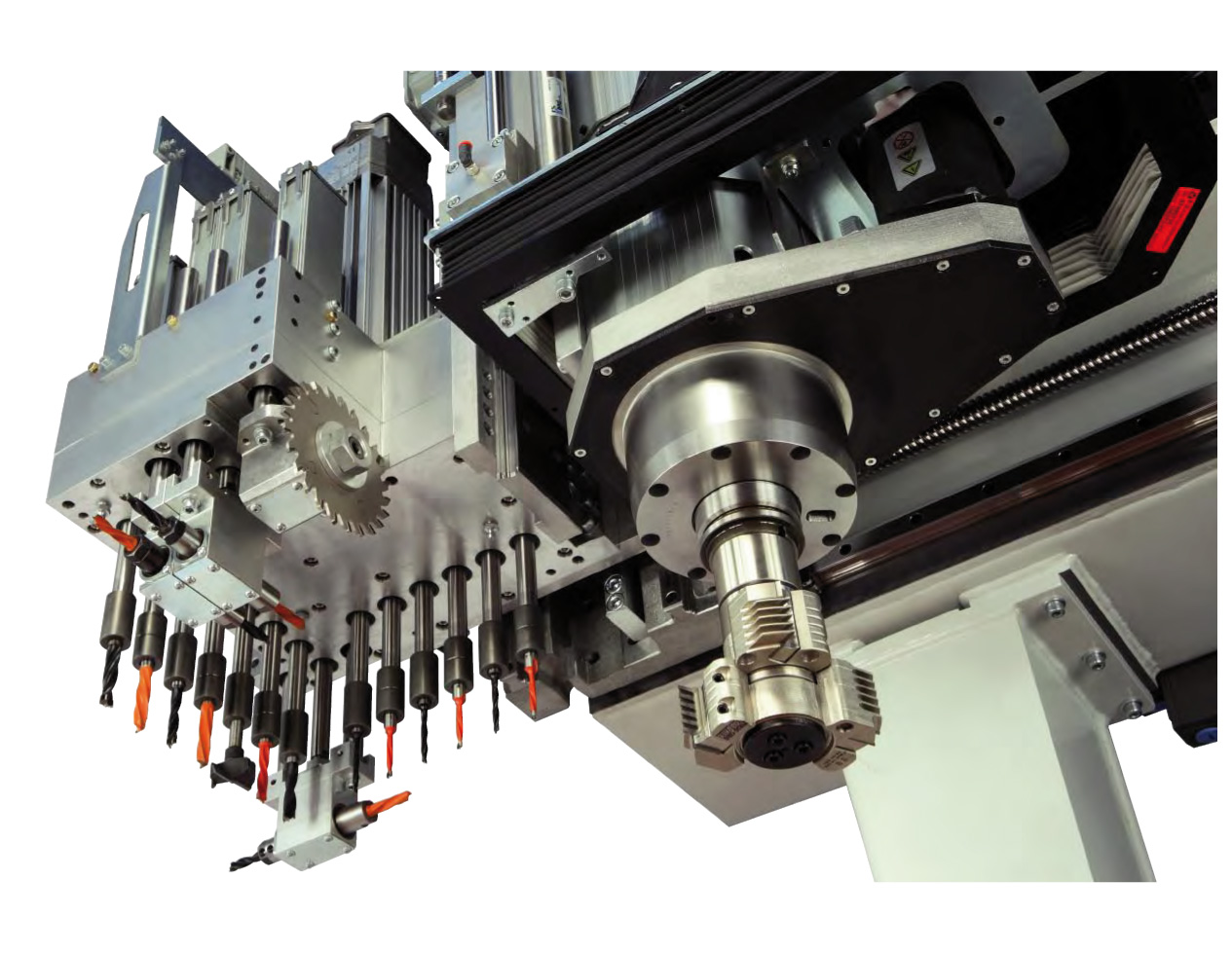
Багатошпіндельні можуть бути оснащені декількома однаковими обробними агрегатами, що працюють паралельно (одночасно) або включаються в роботу окремо, в залежності від заданої програми обробки деталі, а також агрегатами різного технологічного призначення (фрезерними, пильними, свердлильними), робоче положення і включення яких в роботу визначається програмою обробки. При цьому ОЦ відповідно відрізняються кількістю і конструкцією магазинів для заміни інструменту. Вони можуть бути нерухомими і розташовуватися на станині верстата або рухомими і переміщатися разом з супортом.
В залежності від розташування стола для закріплення заготовок ОЦ для обробки щитових деталей розрізняються на центри з горизонтальним і вертикальним столом. Центри з горизонтальним розташуванням столів бувають з одним, двома, трьома і більше столами. Причому в існуючих ОЦ обробка деталі, закріпленої на столі, може проводитися за рахунок переміщення стола, спільного переміщення столу і супорта або за рахунок їх спільного руху. Закріплення щитової заготовки на верстаті під час її обробки може проводитися вакуум-присосками, переміщуваними разом з поперечними балками столу, або вільно встановлюватися на суцільному перфорованому столі. Їх робоче положення може вказуватися лінійками, лазером, світлодіодами, що включаються в залежності від програми обробки, або вони можуть самі автоматично переміщатися в робоче положення за заданою програмою.
Найважливішою характеристикою ОЦ є число координат переміщення обробного інструменту, одночасно керованих системою ЧПК. ОЦ з двома одночасно керованими координатами (X і У) дозволяє виконувати фрезерування будь-якого малюнка з постійною глибиною кінцевою фрезою, заздалегідь налаштованою по висоті вручну. Центр з трьома одночасно керованими координатами (X, У і 2) дозволяє проводити фрезерування на площині малюнка з будь-якою змінною глибиною, в межах технічних характеристик верстата. За допомогою чотирьохкординатного центру (переміщення по осях X, У, 2 і С - поворот навколо осі 2) можна виконати фрезерування будь-якої кривої на поверхні циліндра. ОЦ з п'ятьма одночасно керованими координатами (переміщення по осях X, У, 2 і повороти В і С відповідно навколо осей У і 2) забезпечує фрезерування кривих будь-якої форми з будь-якою глибиною на поверхні сфери – виробництво об'ємних деталей будь-яких скульптурних форм.
Існують і інші особливості обробних центрів, на перший погляд ніби непомітні, але які при зовнішній схожості верстатів істотно впливають на їх технологічні можливості і ціну. Як же зробити правильний вибір, щоб вже з самого початку не переплачувати за непотрібні можливості, які залишатимуться незатребуваними, або, навпаки, не змінювати незабаром верстат тільки через те, що він не здатний відповідати всім вимогам виробництва?
Спробуємо розглянути проблеми вибору ОЦ на прикладі найбільш поширених та призначених для обробки щитових деталей. В першу чергу слід визначити призначення центру, його місце в технологічному процесі і необхідну продуктивність.
ОЦ можуть використовуватися як основний вид обладнання на великих підприємствах для виконання замовлень споживачів, що лише незначною мірою відрізняються формою і розміром, що робить невигідним використання прохідного обладнання і вимагає значного часу на його пере налаштування обладнання. Також ОЦ можуть застосовуватися і у серійному виробництві, наприклад, для фрезерування фасадних дверцят меблів під подальшу обробку або облицьовування в вакуумних пресах. На малих виробництвах ОЦ можуть використовуватися для обробки одиничних деталей шляхом свердління отворів і т.п.
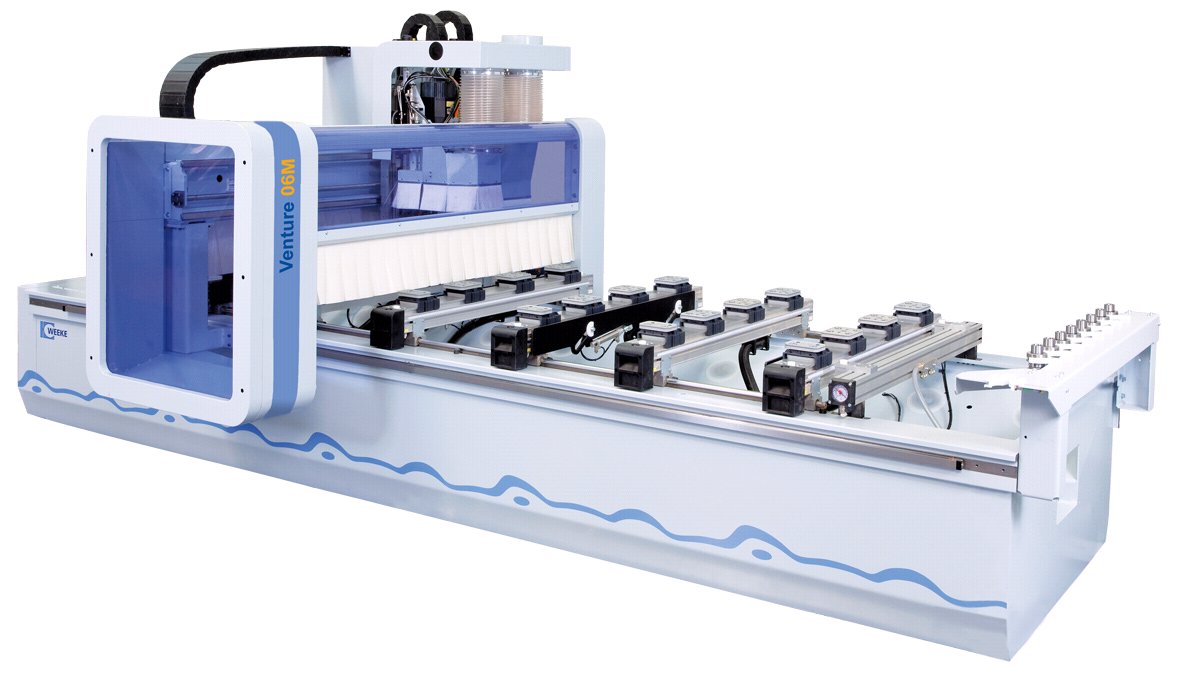
В залежності від призначенням приймається рішення про вибір типу ОЦ. Так, для великого підприємства з великими обсягами виробництва більш доцільно розглянути питання про придбання ОЦ портального типу з двома або навіть більшою кількістю столів для закріплення деталей, оскільки при цьому істотно знижуються (виключаються) втрати часу на установку і знімання заготовок. ОЦ з одним вертикальним шпинделем при фрезеруванні рельєфних деталей не зможе забезпечити безупинну роботу вакуумного преса, для якої потрібна постійна робота центру, що має не менше трьох оброблювальних агрегатів. Необхідна продуктивність легко прораховується і зазвичай виявляється, що різниця в ціні одношпиндельних і багатошпиндельного центрів окуповується мало не за три місяці. Причому в ряді виробництв може знадобитися і центр з п'ятьма фрезерувальними агрегатами і з трьома столами, розташованими у вигляді призми з горизонтальною віссю обертання.

Якщо передбачається, що обробний центр стане основою всього підприємства, наприклад міні-фабрики, то він повинен бути оснащений так, щоб забезпечувати виконання максимальної кількості операцій, а його простої були мінімальні. Це означає, що такий центр повинен мати додаткові свердлильні головки з окремими шпинделями і магазином, розрахованими на максимально можливе число інструментів. Якщо підприємство виготовляє вироби, які мають велику кількість деталей непрямокутної форми, наприклад комп'ютерні столи або дитячу меблі, і ясно, що їх виробництво буде здійснюватися з використанням ОЦ, то він повинен бути оснащений супортом і агрегатами для облицювання і подальшої обробки кромок.
Інший параметр, який безпосередньо впливає на ціну обробних центрів, - розміри столу. Продавці обладнання, боячись злякати покупця підвищенням ціни, як правило, пропонують верстат з найменшою для даної моделі верстата довжиною стола, хоча її збільшення – питання додаткового замовлення, ціна якого близько 5 тис. Євро за метр довжини. Покупець повинен оцінити, деталі якої довжини він буде обробляти на своєму центрі. Якщо він хоче, щоб верстат працював безперервно, без зупинок на заміну деталей в так званому маятниковом режимі, коли на одній половині стола деталі обробляються, а на іншій замінюються, то при довжині деталей, скажімо, 1800 мм довжина столу повинна бути не менше 5 м. Справа в тому, що для проходу супорта між ними повинна залишатися місце близько 600 мм або більше, а довжини столів мають стандартизований ряд - 3, 4, 5, 6 м і т.д.
Вибір розміру столу по ширині є трохи складнішим – він визначається максимальним ходом супорта по осі У, що визначений конструкцією даної моделі центру. Зазвичай для моделей середнього цінового рівня він становить 800, 900, рідше 1200 мм. Чим більше ширина стола, тим краще. Але при цьому бажано доплатити і оснастити кожну половину столу центру так званою другою нульовою точкою і другим рядом упорів. Це дозволить при обробці на одній позиції встановлювати (базувати) не одну, а дві заготовки, що підвищує продуктивність, особливо при свердлінні.
Часто запитують, який стіл є кращим – у вигляді окремих поперечних балок або так званий растровий, у вигляді суцільної поверхні з отворами, приєднаними до вакуум-насоса? Якщо центр обробляє в переважній кількості деталі складної непрямокутної форми, для установки присосок, під які потрібне їх спеціальне розташування, завжди кращим буде растровий стіл. Але стіл у вигляді окремих балок дозволяє краще видаляти відходи. Особливо якщо станина центру оснащена для цього спеціальним стрічковим транспортером.
Такий стіл до того ж може мати автоматичне управління положенням балок та окремих присосок, що змінюються при виконанні програми обробки конкретної деталі в залежності від її конфігурації та розмірів. Адже для того, щоб ріжучий інструмент не натикався на присоски, їх необхідно правильно розташувати перед закріпленням заготовки. Але оператор, який постійно переміщається від монітора до столу щоб прочитати, а потім ще раз проконтролювати розміри для розміщення кожної присоски, втрачає час. Скоротити ці втрати дозволяє лазер, установлюваний над верстатом що окреслює контур обробленої заготовки. Ціна такого лазера – не менше 10 тис. Євро, але витрати окупаються швидко.
Існує і більш дешеве рішення – лазерний покажчик положення присосок установлюваний на супорті, проте він працює тільки коли той стоїть і такий лазер не дає суттєвої економії часу при зміні положення присосок. Хороше рішення – світлодіоди, що вказують положення балок з присосками і присосок на них в залежності від розмірів і конфігурації деталі. Але воно пропонується не всіма виробниками.
У будь-якому випадку при придбанні обробного центру слід задуматися про те, як скоротити ймовірність відмов через контакт інструмента з присосками і знизити час на перестановку присосок. Про ці та інші нюанси, що впливають на вибір того чи іншого обладнання, ми продовжимо бесіду в наступному номері.
Сергій Пятаков - DEREWO.RU (4/2014)
