
В сравнении с корпусной мебелью, изготовленной из ДСтП, мебель, сделанная из клееного щита, изготавливается из 100%-ного массива дерева. Древесина гигроскопичный материал, т.е. она регулирует влажность воздуха в помещении.
Помимо этого мебель из клееного щита обладает свойством адсорбировать вредные вещества. Использование хвойных и лиственных пород позволяет производить разнообразный по виду и дизайну мебельный щит с индивидуальной текстурой и различными свойствами. Клееный щит делится на сорта качества от А до С. Сорт определяется по двум сторонам: А/А, А/В, А/С, В/В, В/С, С/С.
• сорт А подбирается по рисунку, ровный по тону, однородный по текстуре, без дефектов (сучков, заболони и т.д.);
• сорт В - без отбора по рисунку, ровный по тону, однородный по текстуре, без дефектов;
• сорт С - без отбора по рисунку, тону и текстуре, незначительные дефекты (сучки не более 5 мм, заболонь). Механические повреждения не допускаются во всех сортах.
При производстве массивного клееного щита можно получать различный щит в зависимости от области его применения. Здесь в основном различают два вида. Это однослойный клееный щит, который также называется массивным щитом, клееным щитом или просто однослойным щитом. Однослойный щит имеет толщину от 14 до 60 мм, изготовлен из деревянных заготовок (рейки, доски или бруса) шириной от 18 мм, которые склеены друг с другом в один слой параллельно направлению волокон.
Вторым видом клееного щита является многослойный щит, состоящий из двух лицевых слоев и желаемого, но нечетного количества средних слоев. Слои должны укладываться симметрично по толщине, которая определяет позитивные свойства многослойного щита. Многослойный клееный щит обычно толщиной от 12 мм до 60 мм (спец. размер до 75 мм), трех- или пятислойный, с симметричной укладкой и склеенный из нескольких однослойных щитов, представляющих лицевые и средние слои.
Наиболее употребительными породами древесины для производства щита являются твердые породы - бук, дуб, береза, клен или ясень; из мягких - все хвойные породы, а также лиственные ольха, липа, тополь и ива. Древесина фруктовых деревьев сравнительно редко встречается в производстве массивного клееного щита, так как они имеются в небольшом объеме и поэтому очень дороги.
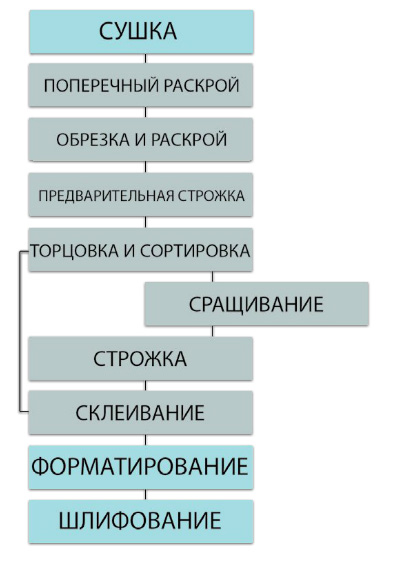 Сушка заготовок - основной шаг технологического процесса не только при производстве массивного клееного щита, но и в целом при обработке массивной древесины. Она определяет дальнейшую адаптацию щитовых материалов к месту их использования. Сушка материала проходит в три этапа. Первый - предварительная сушка древесины на открытом воздухе, естественным путем. Время сушки заготовок зависит от климатических условий (температуры, влажности воздуха и движения воздуха). В зависимости от времени года могут возникнуть колебания климатических факторов, воздействующих на продолжительность сушки. В среднем древесина теряет 3-5% своей влажности, причем эти значения варьируются в зависимости от породы древесины.
Сушка заготовок - основной шаг технологического процесса не только при производстве массивного клееного щита, но и в целом при обработке массивной древесины. Она определяет дальнейшую адаптацию щитовых материалов к месту их использования. Сушка материала проходит в три этапа. Первый - предварительная сушка древесины на открытом воздухе, естественным путем. Время сушки заготовок зависит от климатических условий (температуры, влажности воздуха и движения воздуха). В зависимости от времени года могут возникнуть колебания климатических факторов, воздействующих на продолжительность сушки. В среднем древесина теряет 3-5% своей влажности, причем эти значения варьируются в зависимости от породы древесины.
Вторым этапом становится сушка пиломатериала в сушильной камере под воздействием высоких температур более 100 °С. Самым распространенным является способ конвективно-камерной сушки, т.е. в помещении, оборудованном электронагревательными или батареями парового отопления с обязательной регулировкой температуры и с замером влажности внутри сушильной камеры. По подъездным путям внутрь сушилки помещается штабель с обязательными прокладками между слоями штабеля.
Также важным моментом сушильной камеры является регулировка воздушных потоков внутри, чтобы перенасыщенный влагой воздух постоянно вытягивался из камеры. Третьим этапом становится равномерное охлаждение древесины после выпаривания. После того, как непосредственный процесс сушки завершен, древесина местами пересыхает, другие участки, наоборот, слишком влажные; необходимо запланировать фазу кондиционирования, во время которой в древесине неравномерно распределившаяся остаточная влажность распределяется по поперечному сечению заготовки. При этом повышается относительная влажность воздуха, в то время как температура в сушильной камере не изменяется.
Кроме того, в древесине уменьшаются напряжения, по окончании кондиционирования высушенный материал должен охладиться до температуры 30-40 °С; перед тем, как камера откроется, нагревание отключается, однако климат еще сохраняется. Необходимо знать, что после сушки и в дальнейшем процентное содержание влаги в древесине для изготовления мебельного щита должно составлять 9-11%.
Поперечный раскрой, или предварительная торцовка, выторцовка кривизны, - этот этап технологического процесса является решающим по выходу и созданию стоимости сырья. Здесь определяется прибыль на каждый щит. Поперечный раскрой, обрезка по длине и торцовка рассматриваются вместе, исходя из максимального выхода и создания стоимости. Таким образом, для каждой новой доски рассчитывается последовательность оптимизирующих шагов. Поперечному раскрою подвергается в основном высушенная и искривленная древесина. Пиломатериал после сушки часто имеет искривление, скручивание, которые тяжело подвергаются оптимизации для получения большего выхода древесины. Для того, чтобы минимизировать деформацию, производится так называемая торцовка, которая уменьшает потери материала при последующей обработке заготовок. При поперечном раскрое используются в основном торцовочные станки с нижним расположением пилы.
Длина отторцованных отрезков выбирается таким образом, чтобы из них можно было получить проходную ламель фиксированной длины и чтобы она была удобна в обращении. При этом из заготовки вырезаются только крупные пороки и производится прирезка по торцам. В дальнейшем технологическом процессе раскроенные доски или ламели имеют прямолинейное расположение волокон, направленных параллельно обрезной кромке.
 Обрезка предполагает удаление округлых частей доски (обзола) из доски или бруса. Существуют различные виды обрезки. Одним из них является параллельная обрезка. Заготовка за один рабочий проход обрезается таким образом, что стороны и кромки располагаются параллельно друг другу. При этом должен регулироваться по меньшей мере один из двух обрабатывающих агрегатов, так как в противном случае материал не оптимизируется по ширине. При раскрое узких заготовок из обрезного пиломатериала параллельно кромке получаемые заготовки имеют прямое расположение волокон. Данный вид обрезки применяется на большинстве европейских предприятий.
Обрезка предполагает удаление округлых частей доски (обзола) из доски или бруса. Существуют различные виды обрезки. Одним из них является параллельная обрезка. Заготовка за один рабочий проход обрезается таким образом, что стороны и кромки располагаются параллельно друг другу. При этом должен регулироваться по меньшей мере один из двух обрабатывающих агрегатов, так как в противном случае материал не оптимизируется по ширине. При раскрое узких заготовок из обрезного пиломатериала параллельно кромке получаемые заготовки имеют прямое расположение волокон. Данный вид обрезки применяется на большинстве европейских предприятий.
При конической обрезке кромки расположены не параллельно друг другу. Обрезка здесь осуществляется по ходу обзола, который должен обрезаться. Таким образом, в зависимости от сбежистости бревна, из которого выпилена доска/брус, получают обрезной материал с некоторой конусностью. Данный вид обрезки используется только в отдельных небольших лесопильных предприятиях Австрии, которые поставляют свою продукцию на итальянский рынок. Несмотря на то что коническая обрезка дает лучший выход, данный пиломатериал не везде находит покупателя, так как его дальнейшая обработка слишком сложна.
Раскрой - это разрезание широкой заготовки (речь о пиломатериале) в продольном направлении на узкие заготовки. В большинстве случаев из заготовок вырезается сердцевина, которая находится непосредственно в центре бревна и окружает сердцевинную трубку. Благодаря раскрою пиломатериала, особенно очень широких заготовок, снимается большая часть внутренних напряжений. Таким образом достигается улучшение качества, доски меньше растрескиваются и коробятся. Для данной технологической операции в зависимости от величины и производительности фирмы используются как технически простые, так и очень сложные станки. К простым установкам относятся продольные обрезные круглопильные станки, которые с помощью обрабатывающего агрегата раскраивают круглый пиломатериал, отделяя полезный материал и рейки от широких заготовок.
При предварительной строжке снимается определенный слой с вышедшей из пилорамы заготовки, что позволяет проводить визуальный контроль поверхности. Четырехсторонняя предварительная строжка проводится после раскроя. Она необходима, если производится контроль всех сторон, например сканером, и к поверхности материала предъявляются высокие требования. Под загрязненной поверхностью, вышедшей из пилорамы заготовки, трудно невооруженным глазом определить пороки древесины, изменение окраски и направление волокон. Для сканера, который используется в следующей технологической операции с оптимизирующей торцовкой, распознавание пороков может быть затруднено из-за слабого контраста древесины.
 Торцовкой или расторцовкой называется нарезка заготовок на определенные длины. При производстве массивного щита речь идет в основном о процессе оптимизации, при котором учитываются качественные характеристики и, таким образом, устанавливается длина заготовок. Производится выторцовка так называемых пороков древесины, таких как выпавшие сучки, синева, засмолки и т.д., в результате получают не содержащие пороков отрезки. Короткие отрезки в дальнейшем соединяются в заготовки требуемой длины, например с помощью сращивания на мини-шип.
Торцовкой или расторцовкой называется нарезка заготовок на определенные длины. При производстве массивного щита речь идет в основном о процессе оптимизации, при котором учитываются качественные характеристики и, таким образом, устанавливается длина заготовок. Производится выторцовка так называемых пороков древесины, таких как выпавшие сучки, синева, засмолки и т.д., в результате получают не содержащие пороков отрезки. Короткие отрезки в дальнейшем соединяются в заготовки требуемой длины, например с помощью сращивания на мини-шип.
Дальнейший вариант - раскрой на фиксированные длины. При этом длинная доска раскраивается на требуемые длины без особого учета крупных пороков. Некоторые породы древесины могут не содержать пороков на протяжении нескольких метров. Так можно получать фиксированные длины, не содержащие пороков. Подобные заготовки впоследствии сортируются в основном по длине и по цвету. В производстве массивного клееного щита торцовка и сортировка являются оптимизирующими операциями, которые могут проводиться вручную или полностью автоматически.
При обработке вручную распознавание пороков производится рабочим, который отмечает дефектное место флуоресцентным мелком или лазером. Станок считывает маркировку и делает рез на этом участке доски. Затем отторцованная заготовка подается на станцию сортировки, где она распределяется по определенным критериям.
При полной автоматизации процесса торцовки сканер сканирует до четырех сторон проходящей заготовки, охватывает данные материала и передает их на торцовочный станок. Производится рез, и заготовка транспортируется дальше. В конце станка расположены сортировочные участки, которые в зависимости от критериев сортировки имеют различную длину. Здесь заготовки автоматически с помощью сбрасывателей распределяются по определенным критериям. В основном отторцованные отрезки оптимизируются и сортируются здесь по цвету и/или длине.
 Короткие отторцованные заготовки длиной 150-300 мм не должны отсортировываться в отходы, они должны подаваться дальше в производство. Например, для получения заготовок различной длины, не содержащих пороков. Стыковые соединения по длине не обладают прочностью, требуемой для растяжения и изгиба. Эти нагрузки без проблем могут восприниматься при шиповом соединении, прочность срощенных заготовок по сравнению с проходными ламелями гораздо выше.
Короткие отторцованные заготовки длиной 150-300 мм не должны отсортировываться в отходы, они должны подаваться дальше в производство. Например, для получения заготовок различной длины, не содержащих пороков. Стыковые соединения по длине не обладают прочностью, требуемой для растяжения и изгиба. Эти нагрузки без проблем могут восприниматься при шиповом соединении, прочность срощенных заготовок по сравнению с проходными ламелями гораздо выше.
Сращивание на вертикальный шип. Вертикальный шип нарезается на вертикально расположенных ламелях. Зубчатый профиль виден на поверхности щита. Он находит применение в основном при производстве оконного, строительного и конструкционного бруса. Фрезерованию зубчатого профиля подвергается пакет заготовок. В некоторых странах и на некоторых производствах акцептируется видимый вертикальный шип на поверхности щита. Можно обнаружить данный вид соединений на продукции, где он невидим.
Сращивание на горизонтальный шип. При производстве массивного клееного щита, как правило, применяется соединение на горизонтальный шип. На поверхности щита виден ступенчатый стык. На узкой стороне виден зубчатый профиль. Ламели горизонтально подаются в непрерывно работающую линию сращивания. Подача в продольном направлении прессуемых срощенных на мини-шип коротких заготовок производится в основном произвольно, расположение годичных колец не учитывается.
Продольное фрезерование с целью снятия наплывов клея, ступенек между ламелями, получения точных геометрических параметров называется строжкой.
Прямоугольность ламелей. Отдельные ламели должны быть прямоугольными, с углом, точно равным 90°. Чем толще заготовка, тем критичнее прямоугольность. Клеевой шов не должен быть открытым, в противном случае щит принимает после пресса изогнутую или волнистую форму или клеевые швы остаются открытыми.
Параллельность ламелей. При склеивании ламелей в щит очень небольшие неточности по ширине отдельных ламелей могут складываться и привести к открытию клеевых швов. При этом заготовки мягких пород в прессе склеиваются лучше, чем заготовки твердых пород. Важна точность работы.
Для оптимального склеивания отстроганных ламелей в массивный щит должны выполняться следующие условия:
 В этом шаге непосредственного производства массивного клееного щита на узкую сторону готовых обработанных ламелей наносится клей, и затем ламели соединяются в щит. Клей наносится на одну сторону ламелей. Загрузка в пресс производится пакетным способом. Ламели находятся в контакте друг с другом и в основном механически вталкиваются в область прессования. Пресс закрывается, и приводится в действие боковой прижим, выравнивающий неровности, одновременно подается необходимое давление на клеевые швы.
В этом шаге непосредственного производства массивного клееного щита на узкую сторону готовых обработанных ламелей наносится клей, и затем ламели соединяются в щит. Клей наносится на одну сторону ламелей. Загрузка в пресс производится пакетным способом. Ламели находятся в контакте друг с другом и в основном механически вталкиваются в область прессования. Пресс закрывается, и приводится в действие боковой прижим, выравнивающий неровности, одновременно подается необходимое давление на клеевые швы.
Для каждой породы древесины должна быть своя температура прессования. Рекомендуемые заготовки должны прессоваться при низких температурах. При очень горячем прессовании может образовываться пар. Возникает опасность изменения окраски заготовок (паровой эффект) и возникновения трещин в древесине. Это особенно касается рекомендуемых пород древесины, например дуба. При длительном прессовании при температуре более 100 °С происходит досушка и усадка древесины. Может произойти изменение цвета, например у бука, в результате парникового эффекта. Небольшое различие температур между верхней и нижней нагревательными плитами может привести к искривлению щита. Разница температур в 5 °С вызывает коробление щита. Чем выше при этом температура прессования, тем больше опасность деформации. Для производства щита из дуба особенно подходит холодное прессование или прессование с использованием токов высокой частоты. Дубовые ламели, однако, при максимальной температуре 50-60 °С прессуются в высококачественный однослойный щит. Основанием является короткое время прессования. При высоких температурах возможно образование микротрещин, которые становятся видны после лакировки щита. Поверхность щита очень быстро высыхает, щит имеет склонность к частичному длительному короблению. Прессование с использованием токов очень рекомендуется при производстве массивного щита.
При горячем способе во время процесса прессования подается тепло. Благодаря подаче тепла можно сильно сократить время прессования. В зависимости от требуемой температуры прессования в качестве теплоносителя используются теплая вода, горячая вода, термомасло. Время прессования очень сильно зависит от времени прогревания. Чем оно больше, тем продолжительнее процесс прессования. При использовании горячей воды в трубах средняя температура составляет 55 °С. Горячая вода нагревает древесину до 90-110 °С. Термомасло в трубах может достигать температуры 110-130 °С.
 Следует учитывать, что не каждый теплоноситель подходит для любой породы древесины и каждого типа клея. Клей ПВА обладает термопластичными свойствами. При прессовании с использованием горячей воды клей остается пластичным, не отверждается. Он может склеивать только при максимальной температуре пресса 50-60 °С. Время прессования снижается с 10-30 мин. в среднем до четырех минут. Экономия времени составляет до 86%. Клей на основе карбамида отверждается только при высокой температуре.
Следует учитывать, что не каждый теплоноситель подходит для любой породы древесины и каждого типа клея. Клей ПВА обладает термопластичными свойствами. При прессовании с использованием горячей воды клей остается пластичным, не отверждается. Он может склеивать только при максимальной температуре пресса 50-60 °С. Время прессования снижается с 10-30 мин. в среднем до четырех минут. Экономия времени составляет до 86%. Клей на основе карбамида отверждается только при высокой температуре.
Требуется температура от 60 °С и выше. Температуры теплой воды не достаточно. При использовании этого клея в качестве теплоносителя должны применяться горячая вода, термомасло или использоваться токи высокой частоты. Способ склеивания с использованием токов высокой частоты основан на емкостном или диэлектрическом нагреве в высокочастотном поле переменного напряжения. Высокая частота в промышленности ограничивается диапазоном частоты 3-13,56 мГц, чтобы избежать неисправностей и наложения колебаний - например, передающей частоты от теле-, радио- и военных передач.
Другие частоты нуждаются в специальном разрешении. Токи высокой частоты не нагревают древесину. Ток ищет путь наименьшего сопротивления. Так как клей имеет высокую влажность, он нагревается сильнее и быстрее, чем окружающая его древесина (селективное нагревание). В переменном поле электроны начинают колебаться, производят трение друг о друга и таким образом нагревают клеевой шов. Вода «выкипает». По окончании процесса прессования шов полностью отверждается, во время конвенционного процесса склеивания требуется определенное время для отверждения.
Форматированием называется раскрой щита в чистовой размер (длина х ширина). При промышленном форматировании могут использоваться различные станки. Как правило, при производстве массивного клееного щита применяется двойной торцовочный станок.
Продольная сторона при выходе из пресса прямая и параллельная. В продольном направлении щит имеет неопределенный сдвиг ламелей, который делает невозможным точную укладку по имеющимся упорам. Поэтому щит сначала раскраивается по длине. При раскрое по длине удаляется торцевой сдвиг ламелей и достигается базовая поверхность для раскроя по ширине. После того, как щит раскроен по длине, производится форматирование по ширине. В результате получается прямоугольный щит с параллельными кромками, соответствующий требуемым размерам.
 Калибрование щита с удалением остатков клея, достижение необходимого размера по толщине и шлифование поверхности щита для получения заданной чистоты называется шлифованием. После форматирования щита он передается на отделку поверхности посредством шлифования. При этом снимается перепад ламелей. Чем точнее работает пресс, тем меньше материала необходимо снимать. Срок службы шлифовальной ленты увеличивается, и расходы снижаются.
Калибрование щита с удалением остатков клея, достижение необходимого размера по толщине и шлифование поверхности щита для получения заданной чистоты называется шлифованием. После форматирования щита он передается на отделку поверхности посредством шлифования. При этом снимается перепад ламелей. Чем точнее работает пресс, тем меньше материала необходимо снимать. Срок службы шлифовальной ленты увеличивается, и расходы снижаются.
При шлифовании с помощью широколенточного шлифовального станка первым шагом шлифования является изготовление базовой плоскости. Сначала производится так называемое выравнивание контактными вальцами. Следующим шагом является калибровка, при которой материал снимается на определенную толщину. Чистовая обработка производится с помощью шлифовального башмака в основном с зернистостью 100, однако здесь учитываются пожелания клиентов. После шлифования идет упаковка клееного щита в термоусадочную полиэтиленовую пленку с целью защиты от загрязнений и механических воздействий.
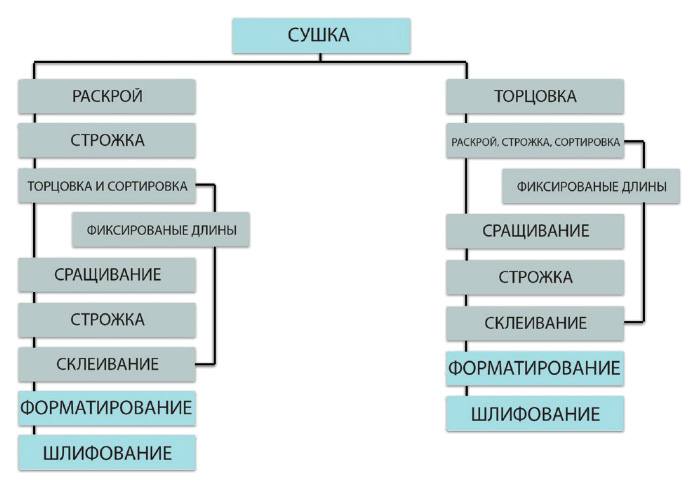
Как правило, продукция из мягких пород, например ели или сосны, экономичнее, чем подобные изделия из твердых пород. Различие в стоимости сводится не только к удобной закупке сырья, но также основано на низких производственных затратах и требованиях по качеству к массивному щиту из мягких пород древесины.
Различие требований становится отчетливее, если сравнить процент ламелей фиксированных длин или срощенных при производстве клееного щита из твердых пород с клееным щитом из мягких пород. В зависимости от качества материала на входе для древесины мягких пород доля фиксированных длин составляет 60-70% и срощенных на шип - всего 30-40%. Для твердых пород это соотношение обратное. Так как доля фиксированных длин (например, для бука) редко бывает больше 30%, при одновременной части/доли срощенных на шип заготовок - до 70%. Таким образом, технология производства массивного клееного щита из мягких пород, исключая получение пиломатериалов показана на рис. 2.0
Александр Прилуков - DEREWO.RU (5/2014)
