Зрощенням в столярному виробництві називається поздовжнє з'єднання дерев’яних брусів, дощок або брусків по довжині, коли з більш коротких елементів потрібно виготовити довгу деталь.

При проведенні столярних, а також теслярських робіт зрощування використовується стільки ж тисяч років, скільки існує деревообробка. Найчастіше такі з’єднання застосовувались і застосовуються в столярно-будівельних виробах і рідше – в меблевих. Однак їх виконання вручну вимагає високої кваліфікації робітників і характеризується високою трудомісткістю. Крім того, при обробці пиломатеріалів на всіх деревообробних підприємствах у процесі випилювання дефектів деревини і поперечного розкрою утворюється велика кількість короткомірних відходів, які в кращому випадку використовуються потім як паливо.
Вирішення проблеми більш раціонального використання деревини, особливо низьких сортів, завжди залишається актуальним. Чи не єдиним ефективним способом зниження кількості відходів після поперечного розкрою пиломатеріалів на заготовки вже багато років залишається зрощування короткомірніх відрізків на зубчастий шип.
Роботи з вивчення способу з'єднання деревних заготовок на зубчастий шип вперше проводилися в Росії ще в кінці 50-х років минулого століття в Центральному науково-дослідному і проектно-конструкторському інституті механізації та енергетики лісової промисловості (ЦНДІМЕ). Само це з'єднання засновано на добре відомому принципі клина, коли шип певної форми з певним зусиллям вставляється в таке ж по формі гніздо і фіксується там за рахунок дії сили тертя.
Перед зрощенням більшість заготовлених брусків має відповідати вимогам ГОСТ 19414. Довжина фрезерованих шипів на торцях заготовок, як правило, становить 4,10, 20, 32 або 50 мм. Причому розмір шипа безпосередньо залежить від призначення даної заготовки. Для меблевих деталей, наприклад, використовуються шипи довжиною 4-10 мм, а у виробництві столярно-будівельних виробів, таких як стінові панелі, бруски для віконних і дверних блоків, – довжиною 10 мм.
Для несучих конструкцій (балки, арки, ферми, рами) довжина шипів зубчастих з'єднань зазвичай становить 20-32 мм. Довші шипи (50 мм) використовуються при виготовленні продукції, в якій міцність не має вирішального значення (наприклад, дерев’яні настили та інші вироби).
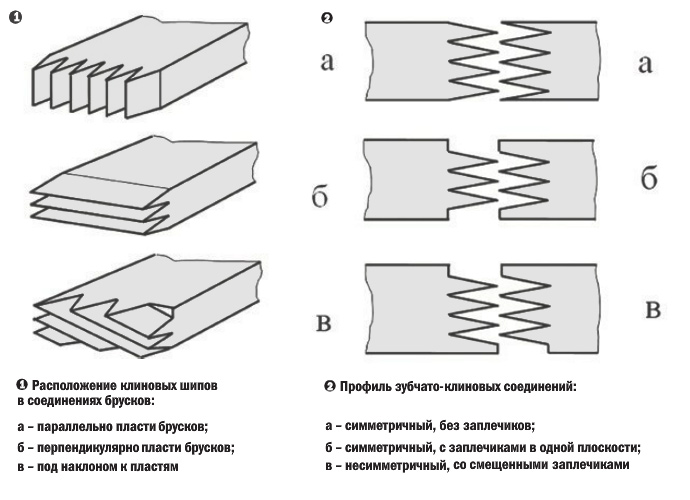
Крім довжини шипів зубчато-клинове з'єднання характеризується напрямком і формою з'єднання. В залежності від напрямку вони можуть бути паралельні до пластей з'єднуваних заготовок, перпендикулярні їм або розташовуватися під кутом до них.
Вибір типу з'єднання визначається вимогами до виробу. Так видимі зубці на пластях клеєного щита не допускаються, оскільки шипи повинні розташовуватися паралельно пластям брусків, і навпаки, в середньому шарі клеєного бруска для рам віконних блоків зубці не повинні виходити на його кромку. Але в деяких дизайнерських рішеннях зубці часто служать елементом декору. З'єднання з похилими шипами через складність фрезерування і можливість утворення додаткових сколів не набули поширення..
Зрощування на зубчастий шип використовується також при з'єднанні короткомірних обрізків струганого шпону, що використовується, наприклад, для облицювання внутрішніх поверхонь корпусних меблів, а також для отримання з тонких планок безперервних рулонних обкладок, що використовуються для облицювання країв щитових деталей. Щоб заготовки після зрощування як найбільше були схожі на цілісні, всі відрізки попередньо упорядковано за породою деревини, кольором і за текстурою.
За своєю формою розрізняються три профіля зубчастих з'єднань: без заплечиків, коли скоси шипів виходять безпосередньо на пласть або кромку готової деталі, з'єднання із заплечиками, розташованими в одній площині і коли ці заплечики зміщені один щодо одного. З'єднання без заплечиків менш помітне, тому що видима лінія з'єднання біля вершини стику є непрямолінійною і ніби розмитою. Крім того, при використанні цього з'єднання простіше уникнути утворення нещільностей біля вершин шипів за рахунок збільшення зусилля пресування. Однак надмірне зусилля може призводити до поздовжнього розтріскування зрошуваних заготовок.
У з'єднань із заплечиками такого розтріскування не спостерігається, однак лінія стику між заплечиками і вершинами зубчастих шипів добре помітна. Неточності при фрезеруванні призводять до утворення нещільностей біля вершин зубців. Вимоги до профілю з'єднання і напрямок зубчастих шипів в заготовках багато в чому визначають конструкцію устаткування, що використовується для фрезерування шипів.
Для зрощування можуть бути використані короткомірні відходи деревини будь-якої породи. Їх допустима якість (наявність невидалених дефектів) визначається вимогами до тих виробів, для яких призначаються вже склеєні заготовки. Однак є й загальні принципи, порушення яких є неприпустимим. Так всі склеюванні дошки і бруски повинні мати однаковий переріз. Для досягнення високої якості одержуваних деталей при зрощуванні не допускається склеювання між собою заготовок з деревини різних порід. У деревини кожної породи є свої величини всихання і розбухання, що безпосередньо впливає на міцність з'єднання - якщо це правило порушується, то міцність з’єднання неминуче знижується.

При склеюванні заготовок для відповідальних виробів не можна склеювати за довжиною бруски з деревини радіального і тангенціального розпилювання. Також не можна склеювати між собою і заготовки, вологість яких відрізняється більше ніж на 1-2%. Цього правила треба неухильно дотримуватися. У зоні зубчастого з'єднання не допускаються сучки, розташовані до нього ближче, ніж на відстані 20 мм.
На жаль, багато виробників не хочуть дотримуватись цих правил або порушують їх через незнання, що призводить до зниження міцності з'єднань або серйозного погіршення зовнішнього вигляду виробів.
З'єднання на зубчастий шип мають властивість самозаклинювання. Це означає, що отримані з їх використанням заготовки можуть одразу піддаватися обробці, а клей буде мати необмежено великий час для остаточного затвердіння. Тому вибір клею, що використовується для виконання зубчастих шипових з'єднань не має вирішального значення для міцності отриманих заготовок. Він визначається економічними міркуваннями і призначенням конкретної заготовки. Клей вибирається виходячи з необхідної водостійкості і жорсткості готового клейового з'єднання.
У виробництві меблів допускається використання карбамідо-формальдегідних клеїв, а також вітчизняних клеїв на основі полівінілацетатних дисперсій (ПВАД). Вони не настільки водостійкі, як клеї інших груп, але для меблевої промисловості ця характеристика не відіграє вирішальної ролі. Клеї цих же типів успішно застосовуються для виробництва будівельних деталей, що використовуються всередині приміщень, наприклад в міжкімнатних дверних блоках.
Конструкції, призначені для зовнішнього використання, склеюються виключно з використанням водостійких клеїв. Наприклад, такі огороджувальні будівельні конструкції, як панелі дерев'яних будинків, віконні та блоки дерев'яних вхідних дверей виготовляються із застосуванням інтерактивних клеїв на основі ПВАД. Для несучих конструкції підходять клеї підвищеної міцності і пружності фенолоформальдегідні, фенолорезорціноформальдегідні або резорціноформальдегідние, наприклад такі як СВЖ-3016, ФРФ-50, ФР-12. Витрата клею зазвичай становить близько 600 грамів на 1 м2 поверхні торця заготовки.
Клеї із швидким терміном затвердіння практично не використовуються. Крім того, при використанні таких клеїв можливе швидке утворення в клеєнаносному пристрої “тромбів” , що вимагає постійного нагляду за станом обладнання. Через самозаклинювання з'єднання наступну механічну обробку заготовок можна здійснювати практично одразу після зрощування.
Міцність зубчато-клинового з'єднання в найбільшій мірі залежить від правильної геометрії фрезерованих шипів і утворених ними вушок, що визначає натяг в шиповому з'єднанні, а його порушення призводить до різкого зниження міцності.
Крім того, якщо в столярно-будівельних виробах допускаються невеликі нещільності біля вершин зубчастих шипів, то в з'єднаннях, що використовуються в меблевих виробах, таких дефектів треба повністю уникати. Точність розташування зубчастих шипів щодо базової поверхні кожної заготовки впливає на відхилення від прямолінійності і площини склеєних за довжиною брусків і дощок. Нерівності і викривлення, що утворюються після пресування , ускладнюють подальшу обробку при фрезеруванні і призводять до зайвої додаткової витрати деревини.

У зв'язку з цим особливу увагу слід приділяти правильності заточування та використання фрез для формування зубчато-клинових з'єднань. Для забезпечення якісного склеювання і отримання з'єднання високої міцності шорсткість поверхні шипів не повинна перевищувати Rm шах 200 мкм. На жаль, жодне з наших підприємств не має сьогодні приладів для її вимірювання та відповідного контролю не проводить.
Необхідний тиск при склеюванні безпосередньо залежить від довжини шипа і знаходиться в межах 4-13 МПа. Він має збільшуватись при зменшенні довжина шипа. Нестача тиску призводить до утворення нещільностей у з'єднаннях, надлишок - до розтріскування (розщеплення) деревини по шарах в вершинах клиновидних вушок. Досвід показує, що при недостатньому стисканні склеєна заготовка буде безнадійно зіпсована. Період витримки під тиском не повинен бути меншим ніж 2 секунди.
Відразу після стискання з'єднань досягається їх так звана транспортна міцність, що забезпечується за рахунок натягу в зубчасто-клейовому з'єднанні. Вона дозволяє перемістити заготовку з преса в стопу для витримки з метою остаточного затвердіння клею і відведення зайвої вологи всередину деревини. Час витримки до наступної механічної обробки зазвичай становить від 4 до 24 годин залежно від вологості деревини, температури цеху і швидкості затвердіння клею конкретної марки.
Незважаючи на уявну простоту, технологія зрощування деревини - досить складний процес. Від правильного виконання всіх вимог технології залежить не тільки якість продукції, що виготовляється підприємством, але й успішна конкуренція товарів на ринку лісопродукції. В загальному випадку вона включає в себе операції накопичення короткомірних відходів, отриманих після видалення дефектів пиломатеріалів і їх поперечного розкрою і сортування. Це сортування проводиться по розрізах, іноді - по довжинах, а головне - по розташуванню (нахилу) річних кілець в деревині. Потім ділові відходи достатньої довжини додатково торцюються - з них вирізаються залишені дефекти. Одночасно видаляються всі непридатні до зрощення обрізки.
Торці всіх зрощуваних відрізків безпосередньо перед фрезеруванням зубчастих шипів додатково обпилюються для вирівнювання та видалення бахроми, що зазвичай утворюється при чорновому поперечному розкрої пиломатеріалів. Фрезерування шипів проводиться з двох сторін заготовки, від однієї і тієї ж бази - так, щоб сформовані на обох її торцях шипи були зміщені один щодо одного на половину їхнього кроку. Реалізація всіх цих операції здійснюється на обладнанні, склад і конструкція якого в першу чергу залежать від необхідної продуктивності.
При незначному обсязі виробництва зрощених заготовок можуть застосовуватися універсальні вертикальні фрезерні верстати з нижнім розташуванням шпинделя, оснащені шипорізної кареткою, прості настільні преси та торцювальні пристрої. При високій продуктивності потрібне використання спеціальних напівавтоматичних і автоматичних ліній різної конструкції, які поставляються в нашу країну компаніями Німеччини, Італії, КНР і Тайваню.
Дмитро Герасімов - DEREWO.RU (3/2014)
